Trong quá trình sản xuất màng PET (màng polyester), cắt xẻ là một công đoạn quan trọng để chuyển đổi các cuộn màng khổ lớn thành sản phẩm hoàn chỉnh với các thông số kỹ thuật cụ thể. Tuy nhiên, hầu hết các công nhân vận hành máy cắt xẻ đều phải đối mặt với một vấn đề nan giải: bụi, hiện tượng rối tĩnh điện và tích tụ vụn màng.
Vấn đề không chỉ nằm ở việc "trông bẩn". Bụi và vụn vật liệu quá nhiều có thể dẫn đến bề mặt sản phẩm không đồng đều, các đốm trắng trên lớp in hoặc mạ nhôm tiếp theo, các mặt cuối cuộn không đều, và thậm chí là các vết xước trên bề mặt màng trong trường hợp nghiêm trọng, dẫn đến lượng phế phẩm lớn.
Bài viết này sẽ phân tích sâu sắc các nguyên nhân gây ra bụi và tĩnh điện trong quá trình cắt màng PET và cung cấp một kế hoạch xử lý toàn diện từ "loại bỏ thụ động" đến "khống chế chủ động".

1. Tại sao việc cắt màng PET lại tạo ra "bụi"?
Nhiều người lầm tưởng rằng những thứ bị cắt ra bởi dao rạch là "bụi", nhưng thực tế chúng chủ yếu được chia thành hai loại:
1. Vụn (Bụi)Đây là những hạt nhựa nhỏ li ti được tạo ra bởi dụng cụ cắt khi màng phim được cắt. Màng PET có bề mặt nhẵn, nhưng nó chứa các chất chống dính (chất mở màng) như silica, và khi mặt cắt ngang được tạo ra, lực cắt của dụng cụ có thể làm cho một lượng nhỏ vật liệu bị rơi ra. Đặc biệt khi cắt các dải hẹp (hình đĩa), lượng vụn nhựa tăng lên đáng kể.
2. Bụi trong môi trườngBụi có sẵn trong không khí sẽ bị hấp thụ lên bề mặt màng phim do hiện tượng tĩnh điện.

2. Những khó khăn chính trong quá trình xẻ rãnh
Trong quy trình xẻ rãnh tốc độ cao (thường từ 100m/phút đến 400m/phút), có ba vấn đề kỹ thuật chính:
Vấn đề khó khăn thứ nhất: Nhiễu tĩnh điện
Màng PET là chất cách điện có điện trở cực cao. Trong quá trình tháo cuộn, cuộn lại và tách rời tốc độ cao do ma sát khỏi con lăn, điện áp tĩnh cực cao (hàng nghìn đến hàng chục nghìn vôn) được tạo ra.
• Hậu quả:Người vận hành dễ bị điện giật, màng phim bám vào thiết bị gây lệch hướng, cuộn và trượt, tạo thành nếp nhăn, thậm chí gây cháy hoặc hỏng hệ thống điều khiển điện tử.
Vấn đề khó khăn thứ 2: gắn chip
Sau khi được tạo ra, các mảnh vụn sẽ trôi nổi xung quanh. Do lực hút của tĩnh điện, các hạt này bám chắc vào bề mặt của màng phim.
• Hậu quả:Trong quá trình xử lý sau (ví dụ: mạ nhôm), các hạt này sẽ rơi ra tạo thành các "mắt cá" hoặc lỗ kim; nếu được sử dụng cho màng tụ điện, điều này có thể dẫn đến giảm điện áp đánh thủng.
Vấn đề khó khăn thứ 3: Bụi tích tụ
Mảnh vụn và bụi trộn lẫn và tích tụ trên các rãnh dụng cụ, con lăn dẫn hướng và bàn máy. Việc vệ sinh đòi hỏi phải dừng máy thường xuyên, điều này ảnh hưởng nghiêm trọng đến hiệu quả sản xuất.
3. Các giải pháp mang tính hệ thống: từ "loại bỏ" đến "phòng ngừa"
Để giải quyết triệt để vấn đề này, không thể chỉ dựa vào một thiết bị duy nhất, mà cần xây dựng một hệ thống chủ động ngăn bụi kết hợp với hệ thống loại bỏ bụi vật lý.
1. Giải pháp loại bỏ tĩnh điện hiệu quả (loại bỏ sự hấp phụ)
Vì tĩnh điện là nguyên nhân gây ra hiện tượng bám bụi, nên trước tiên cần phải trung hòa tĩnh điện.
• Bộ khử tĩnh điện chủ động (Thanh ion):
◦ Vị trí lắp đặtCần lắp đặt thanh ion hóa tầm xa ngay sau khi tháo cuộn dây để trung hòa điện tích tĩnh tích tụ trong cuộn dây mẹ do lưu trữ lâu ngày; thanh này cũng phải được lắp đặt trước khi quấn dây để ngăn không khí và bụi bám vào cuộn dây.
◦ Loại được đề xuấtĐối với việc cắt PET tốc độ cao, nên sử dụng thanh ion DC-AC xung, có hiệu suất tản nhiệt cao hơn, không gây cảm giác va đập và ít tạo ra tia lửa điện hơn so với thanh AC tần số nguồn thông thường.
• Chổi tiếp xúc tĩnh điện (chổi bằng đồng/sợi carbon):
◦ Trước khi màng phim đi vào trục dụng cụ, một chổi dẫn điện nối đất được lắp đặt để trực tiếp loại bỏ một phần điện tích tĩnh nhằm bổ sung cho thanh ion.
2. Kiểm soát nguồn gốc: Tối ưu hóa các dụng cụ cắt và rãnh dụng cụ
Lượng phôi vụn sinh ra có liên quan trực tiếp đến độ sắc bén của dụng cụ và độ khít của rãnh.
• Quản lý công cụ:
◦ Nâng cấp vật liệuSử dụng các mảnh dao cacbua siêu mịn để giữ cho lưỡi dao sắc bén trong thời gian dài. Dao cùn có thể kéo thay vì cắt, dẫn đến lượng phoi tăng lên đáng kể.
◦ Điều chỉnh gócĐiều chỉnh góc chèn dựa trên độ dày của màng phim, đảm bảo thao tác "trượt" chứ không phải "ép".
• Tối ưu hóa chuyển động cuộn của dụng cụ:
◦ Rãnh xoắn ốc:Các rãnh thẳng truyền thống dễ bị tắc nghẽn do bụi, khiến các cạnh của màng phim bị lệch. Việc sử dụng con lăn rãnh xoắn ốc có thể dẫn các mảnh vụn được thải ra dọc theo đường xoắn ốc trong quá trình quay, giảm sự tích tụ.
◦ Khe hút chân không:Đối với màng siêu mỏng hoặc yêu cầu độ sạch cao, có thể sử dụng con lăn khe hút chân không với các kết nối dạng rãnh hoặc lỗ siêu nhỏ để hút phôi vụn trong khi quay.
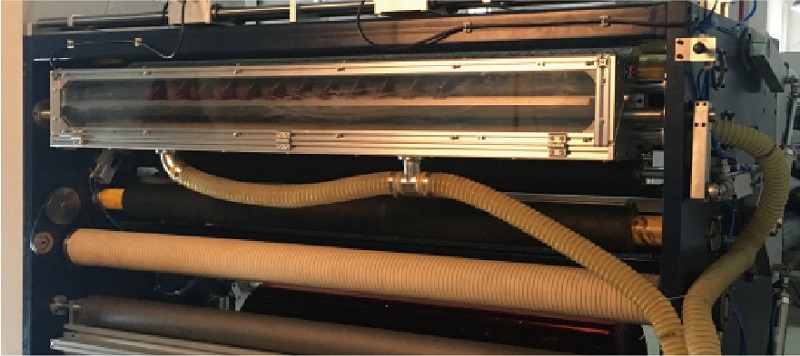
3. Vũ khí cốt lõi: Hệ thống thu thập bụi và chip trực tuyến
Đây là phần của hiệu ứng "có thể nhìn thấy". Cần phải thiết kế ống hút áp suất âm theo chiều rộng của thiết bị.
• Thiết kế vòi phun hai mặt:
◦ Loại hút:Vừa khít phía trên đầu dao cắt để hút các mảnh vụn bay ra.
◦ Hút hướng xuống/bên hông:Căn chỉnh điểm tiếp xúc giữa con lăn rãnh cắt và màng phim để hút trực tiếp các hạt vừa được tạo ra và chưa được tái hấp thụ bởi tĩnh điện.
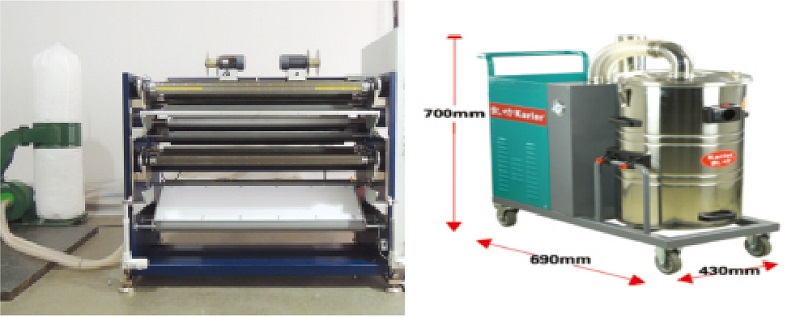
• Quạt áp suất cao và hệ thống lọc:
◦ Quạt áp suất trung bình/cao được sử dụng để đảm bảo mỗi cửa hút gió có đủ áp suất âm (tốc độ gió khuyến nghị nên lớn hơn 25m/s).
◦ Phần phía sau được trang bị hộp thu bụi hoặc bộ lọc bụi dạng hộp xung để ngăn bụi phát tán thứ cấp ra môi trường xưởng.
4. Các dụng cụ phụ trợ: con lăn vệ sinh và con lăn hút bụi.
Đối với bụi cứng đầu còn sót lại sau quá trình xử lý trên, có thể thiết lập mức độ bụi cuối cùng trước khi đưa vào máy cuốn dây.
• Nguyên tắcCon lăn hút bụi dính (tương tự như băng dính khổ lớn) được làm từ vật liệu polymer đặc biệt tiếp xúc với bề mặt màng phim và loại bỏ bụi bẩn còn sót lại nhờ lực bám dính. Nó thường được sử dụng cùng với con lăn bóc để chuyển bụi bẩn trên bề mặt con lăn hút bụi dính sang con lăn bóc, giúp làm sạch tự động.
• Ghi chúCần kiểm soát áp lực tiếp xúc để tránh làm màng phim bị kéo giãn, biến dạng hoặc lõm.

4. Ví dụ về bố cục sơ đồ (quy trình được khuyến nghị)
Để sơ đồ trở nên trực quan hơn, một máy cắt màng PET độ chính xác cao điển hình nên có bố cục như sau:
1. Bộ phận tháo cuộn:Lắp đặt thanh thổi khí ion công suất cao + bàn chải tiếp xúc chống tĩnh điện.
2. Điểm loại bỏ bụi đầu tiên (loại bỏ bụi thô):Trước khi đưa vào con lăn dẫn hướng đầu tiên, hãy lắp đặt ống hút chân không để hút phần lớn bụi trong quá trình tháo cuộn.
3. Bộ phận cắt xẻ (Khu vực chính):
◦ Mặt trước và mặt sau của giá đỡ dụng cụ được trang bị các cổng hút bên.
◦ Thiết bị quét chổi + cổng hút chân không phía dưới được lắp đặt ở đáy con lăn rãnh.
4. Làm phẳng và vận chuyển:Lắp đặt các thanh ion để ngăn bụi phát sinh do ma sát thứ cấp của màng phim gây ra bởi các con lăn hấp phụ tĩnh điện.
5. Bộ phận làm sạch cuối cùng (Trước khi cuộn lại):
◦ Cấu hình một cặp con lăn hút bụi dính (tiếp xúc trên/dưới).
◦ Lắp lại thanh ion để loại bỏ hoàn toàn tĩnh điện và đảm bảo cuộn dây được gọn gàng.

5. Kết luận
Trong lĩnh vực bao bì màng phim, màn hình quang điện hoặc vật liệu năng lượng mới, độ sạch sẽ đã trở thành một chỉ số cốt lõi về chất lượng sản phẩm. Trước vấn đề "quá nhiều bụi", việc vệ sinh đơn giản chỉ là triệu chứng chứ không phải nguyên nhân gốc rễ.
Một giải pháp xử lý cắt màng PET hiệu quả phải tuân theo logic "trung hòa trước, sau đó hấp phụ, rồi thu gom":
• Loại bỏ tĩnh điện là tiền đề vật lý để giải quyết vấn đề hấp phụ bụi;
• Các công cụ được tối ưu hóa giúp giảm thiểu lượng bụi phát sinh ngay tại nguồn;
• Hút chân không là phương pháp vật lý để loại bỏ các mảnh vụn bụi.
Thông qua việc quản lý toàn diện như trên, không chỉ có thể nâng cao mức độ sạch sẽ của xưởng cắt xẻ mà còn giúp cải thiện hiệu quả năng suất sản phẩm và giảm thiểu khiếu nại của khách hàng. Nếu hiện tại máy cắt xẻ của bạn chỉ lau dao bằng giẻ hoặc để bụi bay lung tung, đã đến lúc bạn nên xem xét nâng cấp hệ thống hút bụi.


 Máy cắt màng phim năng lượng mới MPET
Máy cắt màng phim năng lượng mới MPET Máy cắt băng xóa CTS-550-M
Máy cắt băng xóa CTS-550-M Máy xén màng PET RSDS7H 1350 PLUS
Máy xén màng PET RSDS7H 1350 PLUS Máy cắt băng xóa CTS-570-A
Máy cắt băng xóa CTS-570-A Máy xén màng PET (RSDS7H) 1350
Máy xén màng PET (RSDS7H) 1350





